Erhalten Sie Zugang zu diesem und mehr als 300000 Büchern ab EUR 5,99 monatlich.
- Herausgeber: The History Press
- Kategorie: Geisteswissenschaft
- Sprache: Englisch
The eighteenth century saw the second Iron Age. Practically everything was made of iron: the machines of the Industrial Revolution; bridges and the ships that went under them; the trains running on their rails; and the frames of the first skyscrapers. But progress was bought at a price and the working classes paid it. The knife grinders of Sheffield were lucky to reach their 30th birthday before their ruined lungs gave up, women chain makers were described as 'The White Slaves of England' and, in a time before health and safety regulations, each advance in technology risked a new kind of deadly accident. Tracking both the brilliant innovation of the period and the hardship and struggle that powered it, this is the story of how iron changed the world.
Sie lesen das E-Book in den Legimi-Apps auf:
Seitenzahl: 358
Veröffentlichungsjahr: 2015
Das E-Book (TTS) können Sie hören im Abo „Legimi Premium” in Legimi-Apps auf:
Ähnliche




ACKNOWLEDGEMENTS
The author would like to thank the following for permission to reproduce illustrations (the remainder are from the author’s collection):
Elton Collection, Ironbridge Gorge Museum, 41; Mansell Collection, 129; National Museum of Wales, 41; Pamlin Prints, 85; Richard Thomas & Baldwin, 138; Scottish record office, 105; Shropshire Record Office, 64; Waterways Archive, Gloucester, 63 (bottom) and 66; Windfall Films, 91.
CONTENTS
Title
Acknowledgements
1 The First Iron Age
2 The Darbys of Coalbrookdale
3 The Industry Develops
4 Nails and Chains
5 The ‘Colossus of Roads’
6 Steam and Iron Rails
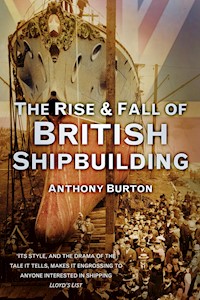
7 The Iron Ship
8 The Iron Frame
9 The Beginnings of a Steel Industry
10 The Tin Can
11 The New Steel Age
12 The Triumph of Steel
13 Onwards and Upwards
14 The Modern Age
Select Bibliography
Copyright
1
THE FIRST IRON AGE
Since cast-iron has got all the rage,
And scarce anything’s now made without it;
As I live in this cast-iron age,
I mean to say something about it.
There’s cast-iron coffins and carts,
There’s cast-iron bridges and boats,
Corn-factors with cast-iron hearts,
That I’d hang up in cast-iron coats.
We have cast-iron gates and lamp-posts,
We have cast-iron mortars and mills, too;
And our enemies know to their cost
We have plenty of cast-iron pills, too.
We have cast-iron fenders and grates,
We have cast-iron pokers and tongs, sir;
And we soon shall have cast-iron plates,
And cast-iron small-clothes, ere long, sir.
These are just two verses from a broadsheet ballad published in 1822 with the satirical title Humphrey Hardfeatures’ Description of Cast-iron Inventions. There are three more verses listing still more cast-iron inventions, some real, others imaginary. The song is quoted not for its very limited literary merits, but because it is an indication of just how important iron had become by the beginning of the nineteenth century, so common a part of everyday life that it was seen as an appropriate subject for a popular song sheet. Cast iron was indeed transforming the world, and not merely cast iron: the other two forms – wrought iron and, to a lesser extent, steel – were also having a profound impact on society as a whole.
The world had entered a New Iron Age, whose influence was arguably to have a far greater impact than the prehistoric period that was first given the name. This book is about the men and women who made this great transformation possible and who worked with the different forms of iron. But to understand exactly what it was that made the new age possible, you have to know just how it differed from the earlier period. We have to step back in time, not just a few years or even centuries, but through the millennia.
There are two intriguing questions to ask about the traditional Iron Age. The first is, how did anyone ever discover that heating a lump of rock could produce a metal – something as unlike stone as it is possible to get? The second is, having done that to produce silver, lead, copper and tin, why did it take nearly another 1,500 years before anyone found a practical way of producing iron that could be used for a whole range of different tools and artefacts?
No one can really answer the first question, other than to say silver objects that date back to around 3000 BC have been excavated in Egypt and Mesopotamia. But if you look at the ore galena, it has a silvery metallic sheen that might suggest it would be worth experimenting with it to see what would happen. We know that it is primarily lead sulphide but associated with a little silver and that by roasting it the sulphur can be burned off as sulphur dioxide, leaving metallic lead and silver behind. Once you have heated one interestingly coloured rock it makes sense to try others to see what they might produce.
Copper was almost certainly originally found by people looking for gold. Near the gold deposits were dark nodules with a greenish tinge, and anyone taking the trouble to scratch away the surface would have found native copper buried in the centre. These small lumps of metal were quite difficult to work, but the process could be improved by annealing – heating to a high temperature and then slowly cooling.
It was not, perhaps, too big a step to discovering that there were very promising ores, notably copper pyrites, which looked as if they might also produce something worthwhile. However, it was not simple to reduce them to metal. There must have been a long period of experimentation, as heating alone is not enough and eventually they would have found that two stages were necessary. First, the ore had to be roasted, and then heated in some sort of furnace, which would need to be provided with a blast of air to raise the temperature to the point where the molten metal could be produced. The technology of smelting had been born.
The copper ores were frequently found associated with tin, and the combination of these two metals produced the alloy bronze. This had all sorts of advantages over pure copper, with greater strength and hardness, making it valuable for a whole range of products from tools and weapons to ornaments. It was such a huge leap in technology that its introduction was used to mark the start of a whole new period of civilization – the Bronze Age, which began around 1600 BC and lasted for over 1,000 years. So, throughout this period metal extraction and working was developing and still iron played, at best, a minor part in the story.
Which brings us to our second question. Why didn’t the production of iron get going during all those centuries? The short answer is that it did, but only on a very small scale. Iron could be found naturally in meteorites, but in such small quantities that it was useless for anything much more than ornaments. It took a long time to make the connection between this iron and its ore. Like the other ores, iron ore looks as if it ought to produce something interesting when heated in a furnace, but when it was first tried the result must have been very disappointing. What appeared at the end of the process would have appeared rather like a fossilised sponge, a lump of stone riddled with holes. This is known as a ‘bloom’ and the actual iron is hidden away inside a mass of slag and cinder.
It takes repeated heatings and hammerings to turn the bloom into wrought iron. Even when iron did appear, it was not immediately obvious what to do with it. Bronze could be given a hard cutting edge by hammering. Do that with cold iron and you do get an edge but it blunts quite easily, much more easily than bronze, so there was no obvious incentive to develop the technology. It was the discovery that a different technique could be used which made the great breakthrough. To produce a hard, sharp edge requires heating, hammering while still red hot and then quenching the hot metal in cold water. The result was a metal that was actually superior to bronze in terms of hardness and durability, and a new age was born.
In Britain, the Iron Age is conventionally described as lasting from the end of the Bronze Age, at around 500 BC, to the arrival of the Romans. The dates simply reflect the fact that archaeologists have given these labels – Stone Age, Bronze Age and Iron Age – specifically to the prehistoric period before written records. In terms of technology, this first Iron Age could be said to have lasted far longer, right up to the beginning of the sixteenth century.
Technology looks very different, with the benefit of hindsight, from the way it appeared to the workers of the past. We know, thanks to modern scientific investigation, that wrought iron is a very pure form of the metal. Seen under the microscope, it has a fibrous structure, which allows it to be bent and shaped with comparative ease. The aim of the early ironmasters was to produce this form of the metal, which they could work and use to make essential items such as tools and weapons, and everyday objects like nails and horseshoes.
The early furnaces, known as ‘bloomeries’, in which iron was made were comparatively crude. At their simplest they were no more than depressions in the ground, which were then filled with the ore and charcoal for use as a fuel, which would be covered by a dome of clay or some other fireproof material. More sophisticated versions would be constructed like stubby chimneys, also made of some sort of fire-resistant material. The resulting bloom would have been quite small. Because the nature of iron was not understood, there was no way of working out how long the ore should be kept in the bloomery, apart from trial and error. If it was not long enough, the reduction would be incomplete. If it was left in too long, some of the carbon would infiltrate the bloom, and what emerged was not wrought iron, but cast iron.
We know that cast iron contains roughly 4–5 per cent of carbon which, in the bloomery, would have come from the charcoal during the overlong heating process. We also know that under the microscope it looks very different from wrought iron. Now the structure is crystalline. It is brittle, and attempts to bend and shape it prove futile: it simply snaps. This would have been more than a little irritating to the iron makers who now had a form of iron for which they could find very little use. The search began to find a better system that would ensure they got just what they needed – wrought iron, and nothing else. It took a very long time to come up with the answer. The blast furnace was probably introduced in the region around Liège sometime around 1400, but only reached Britain a century later.
The shape of the first blast furnaces were similar to two truncated pyramids, one stuck on top of the other, with the smaller, inverted pyramid being at the bottom. Starting at the base was the hearth, a flat bed of stone, above which the furnace widened out to an area known as the ‘boshes’, before narrowing in again. It would be open at the top to allow fuel and ore to be added. A small opening in the hearth area allowed a pipe (the ‘tuyere’) to be inserted, through which air could be blown to raise the temperature of the furnace. In the small bloomeries this could be done by using hand-operated bellows, in exactly the same way as a blacksmith would increase the temperature of the hearth in his forge.
But the blast furnaces were on a much larger scale, so the bellows were too big to work by hand and had to be powered by a waterwheel. During the smelting process, impurities would also appear. It was found that by adding limestone to the charge, a liquid slag could be produced. As this was lighter than the molten metal, it could be tapped off separately. In these early years, no one had any use for the slag, so it was simply discarded, and the smouldering slagheap became a familiar part of the industrial landscape.
At the back of the furnace was an arch, across which the material for the furnace could be wheeled and tipped into the open top. The inside of the furnace was lined with fire-resistant material. Originally it was square in cross-section, but in later furnaces it tended to be circular. This can be clearly seen in the surviving remains of a seventeenth-century blast furnace – the Coed Ithel furnace on the wooded hillside above the Wye, north of Tintern.
Once the furnace was alight it could, in theory, be kept going for years, apart from stoppages made from time to time for repairs to the lining. A continuous blast of air would be passed through the tuyere, and charges of charcoal, ore and limestone added at regular intervals as the molten metal and slag were tapped off.
This was only the start of the process. The iron was run off into troughs. There was a central gully, the runner, from which subsidiary troughs ran, and a further set of small channels ran off these. The latter were thought to look like sows feeding their piglets, hence the name ‘pig iron’. This was the unwanted cast iron, which was now taken to the ‘finery’ to be converted into wrought iron. The finery was not unlike the familiar blacksmith’s hearth, with the charcoal fire heated to a high temperature by means of an air blast. The cast iron was added to the fire, then a second blast of air was blown over the hearth. The oxygen in this second air blast combined with the carbon in the cast iron to be carried away as carbon monoxide, leaving the pure metal behind.
The blast furnace had several advantages over the bloomery. Because the slag was removed in the smelting process, there were fewer impurities and greater quantities of metal could be produced. This created the need for new ways of working the iron. With large quantities, the blacksmith’s strong right arm was no longer enough, so water-powered hammers were introduced. The early hammers were all tilt hammers. The actual hammer was pivoted at its centre, and the tail of the hammer came into contact with projections on a rotating drum, turned by the waterwheel. Each time a projection hit the end of the hammer, it pushed it down, lifting the hammer head. As the projection was cleared, the hammer head fell back onto the metal on the anvil.
An iron-working site had become a complex affair involving many stages, each of which required a waterwheel, to pump air or to activate hammers. So sites needed to have a guaranteed regular supply of water. Streams were dammed to create ponds, many of which still exist long after their use has largely been forgotten.
The most important of all the areas was the Sussex Weald, and if you look at an Ordnance Survey map of the area you will find certain names cropping up all over the region: ‘Hammer Pond’, ‘Furnace Pond’ and ‘New Pond’. The Weald had another attraction for ironmasters. It was densely wooded. Furnaces consumed vast amounts of charcoal: estimates for one ironworks measured its requirements in the somewhat vague units of wagon loads, and that came out at 1,800 loads a year. This was just the amount of charcoal needed, and producing that required an even greater quantity of timber. An efficient charcoal maker would be able to produce 1 ton of charcoal from 4 tons of timber so, in effect, the ironworks consumed over 7,000 loads of timber every year. That represented a huge area of woodland to be felled. This did not necessarily mean woodland was being destroyed. Coppicing was used, in which the wood supply was regenerated on a regular basis. Even so, it placed a huge strain on the country’s woodlands, and the ironmasters were not the only ones chopping down trees in vast quantities.
One of the greatest commentators on life in Britain in the early years of the eighteenth century was Daniel Defoe, best known these days as the author of the novels Robinson Crusoe and Moll Flanders. But in his lifetime, he was even better known as a political commentator and recorder of the social scene. In his book A Tour through the Whole Island of Great Britain, he described the country as he travelled through it in the years 1724–1726. He visited the Weald and wrote:
I had the curiosity to see the great foundaries [sic], or iron-works, which are in this country, and where they are carry’d on at such a prodigious expence [sic] of wood, that even in a country almost all over-run with timber, they begin to complain of the consuming of it for these furnaces, and leaving the next age to want timber for building their navies.
Defoe rather pooh-poohed the notion that the supply of timber might run out, but it was a fact that shipbuilders, not just the navy, also used prodigious amounts of wood. When a wooden man-of-war was built the amount of timber was again measured in wagonloads, and a typical big ship was estimated to need 2,800 loads. One vessel, the Great Michael, built in 1801, was said to have ‘wasted all the woods in Fife that were oak woods’. It was a serious problem, and limited the expansion of the iron industry.
New technologies for developing different uses for the iron were slow to evolve. The most important invention was the slitting mill which, like the blast furnace, probably first came into use in the area round Liège in the early sixteenth century. The history of technology is littered with tales of industrial espionage and the story of this invention is no exception. Fable has it that news of the slitting mill reached England, but just how it worked was a closely guarded secret. A Midlands ironmaster, Richard Foley, disguised himself as a wandering musician, visited Liège and took secret notes, came home and set up in business in 1628. It is a good story and it seems a shame to spoil it, but sadly it is pure invention.
One known fact about the introduction of the technology to Britain is that, far from the citizens of Liège keeping the process secret, it was one of their own citizens, Godfrey Box, who set up a mill at Dartford in 1595, long before the Midland troubadour went on his supposed wanderings. There may even have been slitting mills at an earlier date in the Wye Valley. It seems odd these days, when the area round Tintern Abbey is thought of as simply a romantic spot of great natural beauty, to think that at the beginning of the seventeenth century it was one of the busiest iron-making and iron-working sites in the country.
Prince Pückler-Muskau wrote an account of his travels in Britain, titled Tour in England, Ireland and France in the Years 1828, 1829, 1830, when the Tintern ironworks were still very active. ‘Fires gleam in red, blue, and yellow flames, and blaze up through lofty chimneys, where they assume the form of glowing flowers.’ He was impressed by the immense waterwheel. ‘The frightening noise when it was first set going, the furnaces around vomiting fire, the red hot iron, and the half-naked black figures brandishing hammers and other ponderous instruments, and throwing around the red hissing masses, formed an admirable representation of Vulcan’s smithy.’ The prince’s description might be a bit short of technical details, but it gives a wonderful picture of what must have been a very dramatic scene.
The original mills and fineries produced large bars of metal, but there was a demand for smaller bars for making all sorts of essential items, especially nails. The first part of the process consisted of passing the iron bar through a pair of water-powered rollers to flatten it. After that it was passed through rotary cutters to form it into strips. A similar process was used to make wire, which involved attaching an iron rod to a crank, turned by a waterwheel. This was used to draw the rod through holes of diminishing size in an iron plate. One of the major uses was in making needles: one end of the wire was bent over to form a loop and the other sharpened to a point.
Cast iron was still the poor relation in the iron family. Even when objects might have seemed obvious candidates for its use it was largely ignored. Large guns were constructed from wrought iron. Bars of iron were arranged around a central core, welded together and then strengthened by shrinking iron hoops round them – much as a cooper made a barrel (although the technology has changed, the name ‘gun barrel’ is still used). But apart from specialist uses, a great deal of iron simply went to blacksmiths who could make a wide range of objects in their own smithies.
But what of the third member of this family – steel? This is a form of iron with a carbon content somewhere between that of cast iron and the pure metal. It was extremely difficult to make, but highly valued for its hardness and ability to be sharpened to a fine edge without losing its strength. The finest steel was imported and generally known as ‘Damascus’ steel, and swords made from this material were greatly prized. The name was given because the swords came from the Middle East, but the actual steel was made even further east, in India. This steel, later to be known as ‘wootz’ steel, was manufactured in clay crucibles filled with iron, together with specially chosen green twigs, covered by leaves and then sealed with clay. The crucibles were then heated in a furnace. The resulting steel was of exceptional quality and recent analysis has suggested that it might be due to nanoparticles of carbon and carbides within the metal. Its manufacture was a craft passed down through generations, but making steel in crucibles did not reach Britain until centuries after the secret was discovered in the East. We tend to think that advances in technology are the prerogative of western nations. Wootz steel is a reminder that, in some cases, we lagged far, far behind the technologists in the east.
This, then, was the situation in Britain by the seventeenth century. It has been estimated that there were less than 100 charcoal blast furnaces at work, and roughly four times as many forges. Wrought iron was the most common product and the one most in demand.
Technology does not stand still, and all the time more uses were being found for iron and demand was increasing. The big problem was how to provide the extra material without stripping the country of its woods and forests. Attempts were made by Dud Dudley, the illegitimate son of Lord Dudley, who had extensive works in the Black Country, to use coal for smelting. He claimed some success in a book, Metallum Martis, which was published in 1665, but in general, coal introduced far too many impurities to make usable iron in any shape or form. Dudley took out a patent for using coal, but it contained no useful information to give a hint of how he achieved the results he had claimed. Whether he had been successful or not, no one else was able to make coal smelting work. The real breakthrough came half a century later, and it was this development that marked the start of the New Iron Age.
2
THE DARBYS OF COALBROOKDALE
Coalbrookdale, in Shropshire, has been called ‘the birthplace of the Industrial Revolution’ and awarded World Heritage Site status, and it is not difficult to see why. It was here that two great technological breakthroughs occurred that made the Industrial Revolution possible.
This new world could not have come into existence without a guaranteed supply of iron being available to manufacture the machinery on which it was based. One has only to consider the rapid spread of new textile machinery introduced in the eighteenth century to appreciate that this one industry alone would be requiring vast amounts of this essential raw material. And, as the Industrial Revolution progressed, machines of ever greater complexity were being invented.
It was no longer just a case of making iron available, but the regular supply also had to be accompanied by a technology that would enable that complexity to be accurately reproduced. The best way of ensuring that the same parts could be turned out over and over again was by making an accurate pattern from which identical castings could be reproduced. Cast iron was finally coming into its own, thanks to the inventiveness of the ironmasters of Coalbrookdale.
However, the narrative doesn’t start in Shropshire and the early part is confused by a certain amount of mythology and technical inaccuracies being mixed into the earliest accounts of exactly what happened.
The story begins with Abraham Darby, who was born in Dudley in the heart of the Black Country in 1678. His father was a nail maker and a Quaker, and he was apprenticed to another Quaker, Jonathan Freeth of Birmingham, who had a business making malt mills for the brewing industry. Darby’s religious beliefs were to have an important part in both his business and private life.
At the end of his apprenticeship in 1699 he married Mary Sargeant, the daughter of a linen yarn bleacher, and shortly afterwards they moved to Bristol, where Darby set up in business on his own, still making malt mills. Over the years, the Darbys were to have ten children, only four of whom – Abraham, Edmund, Ann and Mary – survived into adulthood.
In 1702 Darby went into partnership with three other Quakers to establish a brass works at Baptist Mills, Bristol. Throughout his career, his partnerships and collaborations tended to be made among the Friends. This was a rapidly developing industry in Bristol, based on the fact that all the important ingredients were available in the West Country – zinc from the Mendips, copper from Devon and Cornwall and coal for the furnaces from the Somerset Coalfield.
The brass was shaped into a variety of cooking pots by hammering. At some time, probably in 1704, he seems to have visited Holland, where brass pots were being cast in sand, and he brought back a number of Dutch workers to Bristol. By this time he had also set up an iron foundry at Cheese Lane in Bristol. Now a certain amount of confusion sets in, as some of the accounts seem to get muddled as to which of the works – Baptist Mills or Cheese Lane – were the source of Darby’s experiments with casting pots.
An account was written by Hannah Rose, the daughter of John Thomas, who was to play a key role in the story. According to this version, Darby tried to get his Dutch employees to apply their casting techniques to the iron industry. What he was hoping to do was manufacture bellied iron pots, the sort of cauldrons associated with the popular images of witches – Macbeth’s weird sisters, for example, with their chant of ‘fire burn and cauldron bubble’ – and cartoon cannibals boiling missionaries.
According to Hannah Rose, the Dutch were unsuccessful. It was her father, John Thomas, who as a young man had come to Darby to learn the trade of malt mill making and asked to be allowed to try and develop the technique. His efforts greatly impressed Darby, who realised that they were working on a potentially lucrative process and that it was essential to keep this to themselves until it could be patented. Hannah Rose wrote:
His Master and him were bound in Articles in the year 1707 that John Thomas should be bound to work at that business and keep it a secret and not teach anybody else, for three years. They were so private as to stop the keyhole of the door.
The agreement allowed Thomas a wage of £7 per annum and £8 for the last year of the agreement, together with ‘good and sufficient meat, drink, washing and lodging’. If Hannah Rose is correct in giving her father most of the credit for developing the process, then it seems a meagre reward, bearing in mind that Thomas was already 28 years old and that Darby was well aware that this could be a very profitable enterprise, as the wording of the Patent, taken out the same year, makes clear. It stated in the preamble exactly what Abraham Darby had achieved ‘by his study and industry and expence’:
He hath found out and brought to perfection a new way of casting iron bellied pots, and other bellied ware in sand only, without loam or clay, by which iron pots, and other ware may be cast fine and with more ease and expedition, and may be afforded cheaper than they can be by the way commonly used, and in regard to their cheapness may be of great advantage to the poore of this our kingdome, who for the most part use such ware, from whence great quantities are imported, and likewise may in time supply foreign markets with that manufacture of our own dominions.
The patent did not go unchallenged, but Darby successfully saw off the opposition, gaining for himself a virtual monopoly in a commodity that was in use in households throughout the land. This was a time long before such items as gas cookers had even been dreamed of, and many families still cooked over an open fire. The pots had three legs so that they could stand on the floor with the fire beneath them. The patent stressed the value of the process for making pots, but gave little hint that this was a process that would prove of immense importance for centuries and with far wider applications.
Casting in sand involves creating a pattern, usually of wood, which is placed in a special casting box, then packed round with sand. Not just any sand can be used: it has to be a variety which, when dried out, can retain the shape of the pattern. A Manual of Foundry Practice, published as recently as 1948, lists three particular types of sand then in use, including the greensand that was used by Darby. This might suggest that just one ingredient is used, more or less in a natural state. This is very far from being the case. Nearly all sands have to be dried to just the right consistency and cleaned of all other material such as clay. Greensand would normally be a mixture of two types of sand, with an addition of 6–10 per cent coal dust. Darby was fortunate that very suitable sands were available at Kidderminster and Stourbridge, close to the navigable River Severn.
The special quality of casting sands mean that they can be used not just for rather crude objects like bellied pots, but also for very intricate items, such as machine parts. Making the patterns for these was a highly skilled job for a carpenter. I have a pattern for a large cogwheel sitting on the windowsill in front of me, which was actually used at the Coalbrookdale Foundry. It is 7in diameter and has thirteen teeth. The central part of the cog is not one solid cylinder, but made of three separate segments and each of the teeth is curved and fitted into the core by a dovetail joint. It has obviously been made with great care. It still has its original works’ number 231 carved into it. Somewhere in the foundry there would be a record book setting out just what machine this would have formed a part of. This same pattern could be used time and again to produce the part for new machines, or as a replacement if the original casting became worn or broken.
Darby’s partners were not greatly enthusiastic about the idea of branching out into the iron-founding business, so he began looking for somewhere he could set up a new business on his own. He found the ideal site at Coalbrookdale in Shropshire. It had been the works of an ironmaster called Shadrach Fox, and contained an old charcoal blast furnace in a poor state of repair. But it was an excellent situation, close to the River Severn, which was navigable by the big sailing barges known as ‘trows’, right up to a wharf at the end of Coalbrookdale, just a short distance from the works. (The river was such an important transport route that, at this period, it was known as ‘the King’s Highway of Severn’.)
There was a good supply of essential raw materials, including extensive woodland for charcoal making and a reliable source of water for power. Although charcoal was available in considerable quantities, the price had been steadily rising for some time. The foundry was also surrounded by coalfields, and it is possible that Darby was already beginning to think of different ways of fuelling his new furnace.
Having started his life in the family home in Dudley and having worked his apprenticeship in nearby Birmingham, Darby would have been aware of Dud Dudley’s claims to have used coal for smelting – and would also have been aware that it did not really work. But he also had experience of a different industry – malting. This process involves heating partially germinated barley in a kiln to dry out. The fuel used affects the taste of the barley – the peat fires used in some Scottish distilleries, for example, give the Scotch a very distinctive flavour. The Bristol maltsters would have discovered that using coal in the furnaces certainly did alter the taste – and not in a way that anyone enjoyed, giving it a sulphurous tang. They found that they could get round this by turning the coal into coke, burning off the sulphur as sulphur dioxide.
At this time, coke was made in a process not unlike that for making charcoal. Great heaps of coal were allowed to smoulder rather than burn, driving off all the unwanted gases. It seems a logical step to wonder if, since coke did not taint barley, it might be possible to use it in a blast furnace without contaminating the iron. It was certainly worth the experiment, and Darby knew he could always fall back on the old method of using charcoal if the idea did not work.
The process of coking was described by one of those eighteenth-century tourists, who had a curiosity to look into all things new, and to describe them in detail. The grandly named B. Faujas de Saint-Fond wrote an account of the process as he saw it at a foundry in Scotland in his 1799 book, Travels in England, Scotland and the Hebrides:
A quantity of coal is placed on the ground, in a round heap, of from twelve to fifteen feet in diameter, and about two feet in height. As many as possible of the large pieces are set on end, to form passages for the air; above them are thrown the smaller pieces, and coal dust, and in the midst of this circular heap is left a vacancy of a foot wide, where a few faggots are placed to kindle it. Four or five apertures of this kind are formed round the ring, particularly on the side exposed to the wind … as the fire spreads, the mass increases in bulk, becomes spongy and light, cakes into one body, and at length loses its bitumen, and emits no more smoke. It then acquires a red, uniform colour, inclining a little to white; in which state it begins to break into gaps and chinks, and to assume the appearance of the underside of a mushroom. At this moment the heap must be quickly covered with ashes … to deprive it of air.
Darby’s first task was to rebuild the old furnace – and it was genuinely old. The furnace was tapped through an arch topped by metal beams, one of which carried the date 1638. This was retained through the renovation process and subsequent alterations, and can still be seen today. The hearth was later extended and the present structure dates from the final rebuild and is recorded with the inscription ‘Abraham Darby 1777’. The name is that of the founder’s grandson, Abraham Darby III. Now the centrepiece of the Coalbrookdale Museum of Iron, this is the furnace from which the first iron to be smelted using coke poured in 1709.
Darby was fortunate, or perhaps one should say wise, in his choice of sites. Everything was organised to ensure maximum efficiency. The stream that provided the power was dammed to create a series of furnace ponds terraced into the valley above the works. Coal and iron pits were also above the level of the works, so the raw materials could easily be brought downhill to the furnace. The finished products then had another downhill journey to the Severn.
At first, the products mostly consisted of pots and pans. Samuel Smiles, the great recorder of many aspects of industrial history, took the trouble to go through the original ‘Blast Furnace Memorandum Book’ of 1713, and found that the works were turning out 5–10 tons of iron a week:
The principal articles were pots, kettles and other ‘hollow ware’, direct from the smelting furnace; the rest of the metal was run into pigs. In course of time we find that other castings were turned out: a few grates, iron pestles and mortars, and occasionally a tailor’s goose. The trade gradually increased until we find as many as 150 pots and kettles cast in a week.
The business was thriving, but it was not yet feeding anything approaching an industrial revolution, simply supplying goods for a strictly domestic – in all sense of the word – market.
Abraham Darby died in 1717, when his son Abraham Darby II was still only 6 years old, so the management of the works passed to Richard Ford. He was to remain in control right through to 1745, a period which saw some major changes in the works. He developed the old forges alongside the works and, although the main output was still in pots and pans, he greatly extended the range of customers.
The original Coalbrookdale Works had made little impact on the world at large – a provincial ironworks turning out the most humble of objects was never going to arouse huge interest. Now Ford was operating on a much grander scale. Where Darby had largely supplied comparatively local demands, Ford was now sending out wares as far as London and Cornwall, Cumberland and Northumberland.
The original Darby furnace at Coalbrookdale.
His main customer was a Bristol merchant, Nehemiah Champion, who developed an extensive export trade. He was taking as much as 30 tons of pots and pans in every shipment from the works. A typical order for one month in 1730 was for 2,370 pots and kettles and 550 ‘small ware’. The works were thriving, but now there were new products starting to appear that would help to place Coalbrookdale on the national industrial map. By 1735, young Abraham Darby II was taken into the partnership and was responsible for what was to prove to be an important new element.
By the beginning of the eighteenth century, the steam engine was starting to have an impact on the industrial world. The first really successful version was the work of Thomas Newcomen, and was initially used purely for pumping water from mines. It was a massive and comparatively crude machine. Pump rods were hung from one end of an overhead beam, and a piston fitted into a cylinder was suspended from the opposite end. Steam was passed into the cylinder below the piston and then condensed by spraying with cold water, creating a vacuum. Air pressure now forced the piston down, at the same time raising the pump rods at the opposite end of the beam. Pressure equalised, the weight of the pump rods then dragged that end down again and the whole cycle could be repeated – the beam nodding up and down, pump rods rising and falling.
It was young Darby’s idea to install an engine at the works to pump water from the furnace ponds back up the hillside. This got rid of one of the problems plaguing all water-powered sites – drought that could bring the whole place to a halt. Water was no longer allowed to run away to waste. Thanks to the Newcomen engine, mines could now go deeper than ever before, ensuring coal stocks would not run out and coke-fired furnaces would not be troubled by fuel supplies.
But the arrival of the steam engine had an even more important effect on the industry. Initially, the cylinders had been cast out of expensive brass. Coalbrookdale began casting them in iron. It never became a huge part of their output, but iron castings were to be vital to the whole story of the development of steam power, which would culminate in the next century in the development of the locomotives and railways. Coalbrookdale was to play an important part in that story as well.
During Ford’s time, the enterprise expanded, with new furnaces being built at Bersham and Willey. When he died in 1745 Abraham Darby II took over full control and he began looking for new markets. There was a constant demand for iron suitable for slitting, especially for use by nail and chain makers. This was easily supplied by using the iron from charcoal furnace fineries, but the pig iron from coke-smelted iron proved far less useful.
Darby experimented constantly, and on one famous occasion he is said to have spent six days and nights at the furnace and when the iron finally proved to be usable he collapsed and had to be carried home. His wife, Abiah Darby, gave an account of what happened next. Darby sent some of his pig iron, together with some charcoal-smelted iron, to the slitting mills without any indication that one batch was any different from the other. When no one spotted the difference the experiment proved to be a success, and a new furnace was added to the stock. She also described the importance of the innovation and her husband’s attitude to his new discovery. Writing in 1775, she was describing events that had taken place twenty-six years earlier:
Edward Knight Esq. A capital Iron Master urged my Husband to get a patent, that he might reap the benefit for years of this happy discovery: but he said he would not deprive the public of Such an Acquisition which he was Satisfyed it would be, and so it has proved, for it soon spread and many Furnaces both in this Neighbourhood and Several other places have been erected for this purpose.
Had not these discoveries been made the Iron trade of our own produce would have dwindled away, for woods for charcoal became very scarce and landed Gentlemen rose the price of cord wood exceeding high – indeed it would not have been to be got. But from pit coal being introduced in its stead the demand for wood charcoal is much lessen’d, and in a few years I apprehend will set the use of that article aside.
It was not quite the breakthrough that Abiah Darby suggested: there were still problems to be overcome before the pig iron from coke-fired furnaces could successfully be transformed into usable wrought iron on a large scale.









